
University of California, Irvine
Instructor: Dr. Barbara J. Becker
|
Lecture 16. Constraining the Artificial
|
|
|
Oliver Evans (1755-1819)
The human mind seems incapable of believing anything that it cannot conceive and understand... I speak from experience, for when it was first asserted that merchant flour mills could be constructed to attend themselves, so far as to take meal from the stones, and the wheat from the wagons and raise them to the upper storeys, spreading the meal to cool and gathering it by the same operations into the bolting hopper, etc. until the flour was ready for packing, the projector was answered: You cannot make water run up hill, you cannot make wooden millers.--Oliver Evans 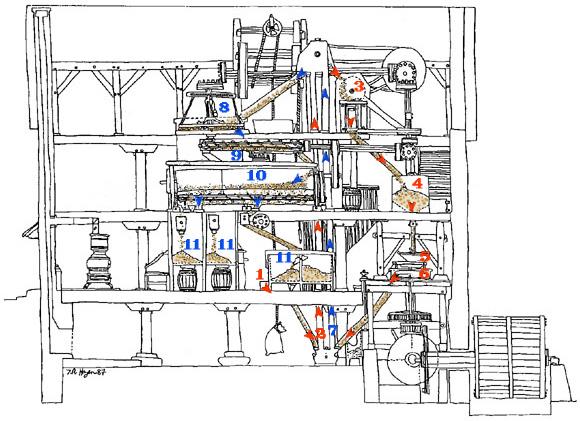
Oliver Evans' automated mill, Redclay Creek, Delaware (1785)
Evans' design incorporated three innovative elements to carry the grain automatically from one processing stage to another: the "endless belt," the "endless screw," and the "chain of buckets." The result was a continuous line of production. His automated mill could handle 300 bushels an hour. Those who said it couldn't be done later came to observe the mill in operation. Continuous production has been such an integral part of the modern manufacturing landscape for such a long time that it is difficult to conceive of a factory without it. In Evans' day, no one could imagine a system built on what was a wholly new operational principle. |
|
| Achieving truly interchangeable, machine-tooled parts was a long and
slow process. Not only was it a daunting task to create multiple
copies of one component that were truly indistinguishable from one another,
it was a practical challenge to assemble a set of parts that would work
satisfactorily together. Eli Whitney (1765-1825), found that out
the hard way. The so-called interchangeable parts in the rifles he
produced were, in fact, finished by hand and bore the tell-tale marks of
their makers.
Besides, there was (and still is) considerable disagreement over the relative quality and reliability of hand-finished parts compared to those tooled exclusively by machine. Machinists saw themselves as expert craftsmen. They took special pride in their creations and resisted being replaced by machines that could mass produce mediochre parts.
For Isaac Singer, one of a number of successful nineteenth-century sewing machine manufacturers, the answer was obvious: Quality in production depends more on expert hand finishing and fitting than on the large-scale manufacture of uniform parts by special-purpose machines. In 1862, Singer was confronted with a serious dilemma. In that year, an overwhelming number of consumers voiced complaints about the sewing machines they had purchased. Repairing the faulty machines and replacing broken or malfunctioning parts forced Singer to reconsider the wisdom of his preferred method of operation. 
Singer's first sewing machine (1851-1858) |
|
|
|

Frederick Winslow Taylor (1856-1915) |
| 1856 | born in Philadelphia
high school education |
| 1874 | apprenticed as a molder and toolmaker in small Philadelphia factory |
| 1878 | worked at Midvale Steel Company |
| 1880 | became a foreman, then master and engineer at Midvale Steel |
| 1883 | began reorganizing factories of various types
investigated work process through time studies basis of his method of scientific management |
| 1889 | completed engineering studies at night |
| 1898-1901 | worked for Bethlehem Steel
thoroughly analyzed each element of work process at the plant studied the human body to discover how far it can be transformed into a mechanism - goal: production--greater production at any price - everything superfluous must go - work should be done easily and with minimal fatigue |
|
|
Taylor's Method First. Find 10 or 15 different men ... who are especially skilful in doing the particular work to be analyzed. Second. Study the exact series of elementary operations or motions which each of these men uses in doing the work which is being investigated, as well as the implements each man uses. Third. Study with a stop-watch the time required to make each of these elementary movements and then select the quickest way of doing each element of the work. Fourth. Eliminate all false movements, slow movements, and useless movements. Fifth. After doing away with all unnecessary movements, collect into one series the quickest and best movements as well as the best implements. This one new method ... is then substituted in place of the ten or fifteen inferior series which were formerly in use. This best method becomes standard, and remains standard, to be taught first to the foremen ... and by them to every workman in the establishment until it is superseded by a quicker and better series of movements. |
The Task
|
Now one of the very first requirements for a man who is fit to handle pig iron as a regular occupation is that he shall be so stupid and so phlegmatic that he more nearly resembles in his mental make-up the ox than any other type. |
|
|

Henry Ford (1863-1947) Automaker Henry Ford put Taylor's method to work in his plants. |
| July 30, 1863 | born, near Dearborn, Michigan | |
| 1879 | apprentice in Detroit machine shop
repairs clocks and watches |
|
| 1882 | returns to Dearborn farm
works part time for Westinghouse Engine Company builds "farm locomotive": a steam-powered mowing machine |
|
| 1891 | goes back to Detroit
goes to work for Edison Illuminating Company |
|
| 1893 | promoted to chief engineer at Detroit Edison | |
| 1896 | completes "Quadricycle": a 2 cylinder, four-cycle motor mounted on bicycle-like wheels; no reverse gear or brakes | |
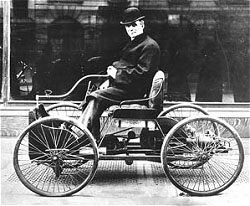
The Quadricycle (1896) |
||
| August 1899 | starts his own company: Detroit Automobile Company.
spends $86,000 of investors' money, but fails to produce a car; investors withdraw support |
|
| June 17, 1903 | organizes Ford Motor Company | |
| July 23, 1903 | company sells its first car: two-cylinder Model A | |
| 1907 | profits from sale of Model A top $1 million | |
| October 1, 1908 | first Model T made available to the public | |

"I will build a motor car for the great multitude"--Henry Ford, 1908 Model T: produced until 1927 |
||
| April 1, 1913 | first experiments with assembly line at Highland Park Plant
|
|
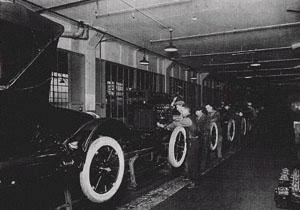
Model T assembly line (1913)
Henry Ford has reduced the complexity of life to a definite number of jerks, twists and turns. Once a Ford employee has learned the special spasm expected from him he can go through life without a single thought or emotion. When the whistle blows he starts to jerk and when the whistle blows again he stops jerking, and if that isn't the simple life, what is?--Ford assembly line worker |
||
| January 12, 1914 | $5 daily wage for 8-hour day replaces $2.34 for 9-hour day for male workers (for women workers--October 1916) | |
| December 10, 1915 | 1 millionth Ford car produced | |
| 1925 | 10,000 cars/day | |
| May 1, 1926 | 5-day, 40-hour work week adopted (for factory workers; for office workers--August 1, 1926) | |
| May 26, 1927 | Model T production ceases
total sold (1908-1927): over 15 million price (1927): $290 worker salaries: $7/day |
|
|
The Language of Mass Production "Ford Sociology Department" -- name given to the office whose function was to monitor and spy on personal lives of employees in order to root out and expose moral failure "Ford stomach" -- a nervous condition among Ford employees attributed to the stress and exhaustion of assembly line work "Ford whisper" -- a form of covert speech used on assembly lines "fordism" -- an unbalanced celebration of automated efficiency that threatens the basis of civilization |
|
